
Failure Analysis Of The Fracture Of The Electric Tail Spring After Electrophoresis
Wang Changle, Zhu Wenhao, Li Mingwei, Wang Zimian, Ge Yanlong, Chai Jingchao, Kang Kejia
Abstract: The ultra-high strength electric tail spring produced by a spring factory broke during the compression process after electrophoresis processing. The reasons for its fracture were comprehensively analyzed by fracture morphology analysis, chemical composition analysis, metallographic structure detection and microhardness detection. The results show that hydrogen accumulates on the surface of the electric tail spring during the electrophoresis process, causing local embrittlement of the spring surface. During the compression test after electrophoresis, stress concentration occurs on the spring surface, forming a crack source at the surface embrittlement and extending the fracture.
Keywords:electric tail spring; fracture;electrophoresis;hydrogen-induced fracture;failure analysis, oil tempered spring steel wire, oil tempered steel wire for electric tail spring
At present, mid-range and high-end cars all use electric trunks, that is, the trunk is opened or closed by electric or remote control. The tailgate support rod is the core component to ensure the normal operation of the car’s electric tailgate, and the electric tailgate spring is one of the key components of the tailgate support rod [1]. If the electric tailgate cannot be opened due to reasons such as the attenuation of the electric tailgate spring performance or sudden spring breakage, it will cause a poor car experience for users and lose the convenience advantage of the electric trunk. Therefore, the spring used for the tailgate support rod has very high requirements for force stability and force attenuation resistance, and also has very strict requirements on the mechanical properties of the spring steel wire used. At present, the raw materials used for electric tailgate springs on the market are mostly imported steel wire, and domestic steel wire only accounts for a small market share.
The SAE9254HV ultra-high strength electric tail spring produced by a domestic spring factory broke during the compression and testing process after electrophoresis. The broken spring is shown in Figure
→ medium temperature tempering → non-destructive
testing → packaging. The production process of electric tailgate springs is: material selection → spring winding → stress relief annealing → hot pressing → end surface grinding → low temperature setting → electrophoresis → compression and testing
→ flocking. This paper conducts chemical composition analysis, fracture morphology analysis, metallographic structure detection and microhardness detection on the broken spring to find out the cause of its fracture and puts forward reasonable improvement suggestions.
Fig1. Spring compressed and partially broken after electrophoresis


Figure 2 shows the macroscopic morphology of the spring fracture under a stereo microscope. Radial patterns can be seen on the fracture, and the crack extension lines are clear. The direction of convergence of the radial lines is the starting position of the crack [2, 3]. It can be seen that the crack originates near the
The fracture morphology was observed under a scanning electron microscope. The microscopic morphology of each region is shown in Figure 3. No defects such as inclusions and folds were found. As shown in Figure 3a, the crack origin zone is mainly intergranular fracture, and the grains crack along the grain boundaries. The grain boundaries in this area have been significantly weakened and brittle. Starting from the crack origin zone, the crack continues to expand
surface at point A, and the crack extends in the direction of the arrow in the figure until it breaks. The crack origin area A, crack extension area B, and terminal area C can be seen.
radially inward. After the intergranular fracture zone, the cross-sectional characteristics gradually transition to dimples. This area is the stable expansion zone of the cross section (see Figure 3b). As shown in Figure 3c, the final fracture zone presents a dimple morphology, and the number of dimples increases. Most areas of the spring cross section (expansion zone + final fracture zone) have dimples, indicating that the material has good plasticity.
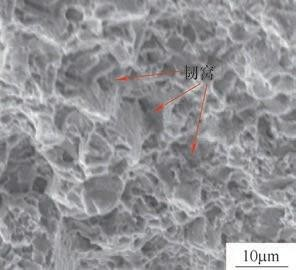
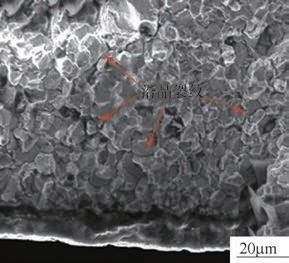
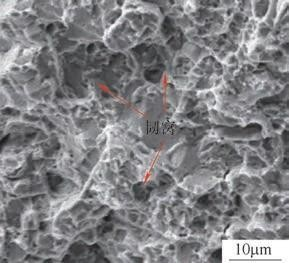
1.Cracksource area (position A) b) Crack extension zone (position B) c) Termination zone (C position)
Fig.3 Microstructure of different areas of spring fracture
The samples were taken from the spring broken sample for chemical composition analysis, and the results are shown in Table 1. As can be seen from Table 1, the chemical composition of the spring steel meets the technical requirements of SAE9254HV.
Table 1 Chemical composition of SAE9254HV spring steel (mass fraction) (%)
|
element |
C |
Si |
Mn |
S |
P |
Cr |
V |
|
Required value |
0.5 ~ 0.7 |
1.2~ 1.65 |
0.4~ 0.9 |
≤0.020 |
≤0.020 |
0.5~ 1.00 |
0.10~ 0.25 |
|
Measured value |
0.65 |
1.45 |
0.69 |
0.009 |
0.008 |
0.67 |
0.12 |
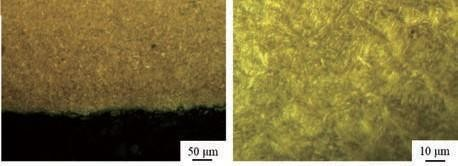
The sample was taken along the transverse position
near the spring fracture, and after mounting, sandpaper grinding and mechanical polishing, it was corroded with a 4% volume fraction nitric acid alcohol solution. Under the metallographic microscope, it was observed that the matrix structure was tempered troostite, there was no obvious decarburization at the edge of the sample, and the structure was uniform and normal, as shown in Figure 4. Therefore, the influence of decarburization and abnormal structure of the steel wire can be ruled out.
Samples were taken near the spring fracture for microhardness testing, and the results are shown in Figure 5. As can be seen from Figure 5, the hardness of the edge is higher, the hardness of the core is slightly lower, and the hardness decreases slightly from the edge to the core, which is in line with the hardness law of spring steel after quenching and tempering of the steel wire; the maximum hardness is 639HV, the minimum is 615HV, and the maximum difference is 24HV. The hardness values of the edge and the core are not much different, and the hardness distribution is generally uniform, which also proves the overall uniformity of the organization from the side.
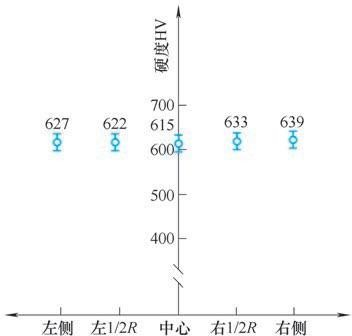
Fig.5 Microhardness distribution of the cross section of the broken spring
From the above test results, the chemical composition, matrix structure, decarburization depth and hardness of the steel wire are normal. From the microscopic morphology of the fracture, dimples exist in most areas of the fracture, eliminating the possibility that the fracture is caused by insufficient toughness of the material.
The observation results of the stereo microscope showed that the crack source originated from a surface near the edge of the spring, and then expanded radially, eventually leading to the fracture of the spring (see Figure 2). The microscopic fracture of the crack source area was observed, and it was found that the fracture source area near the material surface showed the fracture characteristics of intergranular fracture; the fracture in this area was a rock candy-like intergranular fracture, and there were intergranular cracks between the grains, with typical microscopic morphological characteristics of hydrogen-induced fracture [6-9]. Analysis showed that it might be caused by hydrogen embrittlement. After checking the steel wire processing
technology and spring processing technology, it was found that hydrogen would be generated in the two links of wire rod pickling and spring electrophoresis. If it was caused by pickling, the steel wire that was partially hydrogen embrittled would break during the drawing and spring winding process, so pickling of the wire rod was ruled out. Combined with the production process of electrophoresis spring, electrophoresis is the electrophoresis coating at the positive and negative electrodes. Under the action of voltage, the charged coating ions move to the cathode and react with the alkaline generated on the cathode surface to form insoluble substances, which are deposited on the surface of the spring. The electrolyte solution is an alkaline environment of sodium hydroxide. The electrode reaction formula of the positive and negative electrodes of the sodium hydroxide electrolytic cell is as follows.
Anode: 4OH- -4e- =O2 ↑+2H2O Cathode:4H2O+4e- =4OH- +2H2↑
In the electrophoresis process, the electrotail spring inevitably undergoes hydrogen evolution and hydrogen permeation. Part of the evolved hydrogen overflows the surface in the form of hydrogen molecules, while the other part is adsorbed on the surface of the spring matrix and penetrates into the steel wire. It will diffuse into and distribute in various reversible hydrogen traps, such as dislocations, vacancies, and small-angle grain boundaries [10, 11]. The H that enters the metal sample gathers and combines into H2 at the trap under the interaction of its own stress field and the stress field around the hydrogen trap, resulting in hydrogen pressure at the grain boundary of the hydrogen trap [12, 13]. The presence of hydrogen pressure causes the trap to form a stress gradient with other areas, which will induce the surrounding H to diffuse continuously into the hydrogen trap, and then form a cavity around the hydrogen trap. As the hydrogen concentration in the cavity continues to increase, the hydrogen pressure gradually increases. When it exceeds the local fracture strength of the material, it will lead to the nucleation and expansion of cracks, forming hydrogen-induced cracks and causing material fracture [14, 15]. Because the electric tail spring is very strong, with a tensile strength exceeding 2200MPa, and the higher the material strength, the more sensitive it is to hydrogen, the spring eventually cracks at the hydrogen-induced microcracks on the surface, and rapidly expands under the action of stress, eventually becoming unstable and breaking.
In summary, the main reason for the compression and fracture of the tail spring is the local surface embrittlement and micro cracks formed during the electrophoresis process.
During the electrophoresis process, the surface of the spring is partially embrittled due to the accumulation of hydrogen on the surface. When the spring is pressed and tested after electrophoresis, stress concentration will occur on the surface of the spring, forming a crack source at the embrittled surface and expanding the fracture. In view of the above situation, the following improvement measures and suggestions are proposed for the electrophoresis processing
technology.
( 1) When electrophoresing the spring, on the premise of ensuring the quality of the electrophoresis layer, the electrophoresis time should be shortened as much as possible to prevent local hydrogen corrosion and cause local embrittlement of the spring surface.
( 2) After electrophoresis, try to use effective dehydrogenation technology, such as heating dehydrogenation.